Swiss Precision Since 1961
Tools for front and back deburring, chamfering, drilling, countersinking and back spotfacing in OneOperation.
Swiss Precision Since 1961
Our innovation equals your success.
Since 1961, HEULE has been a family company that believes in the power of collaboration for creating unique solutions that make our customers world leaders in their industries.
Industries Served






Featured Case Studies
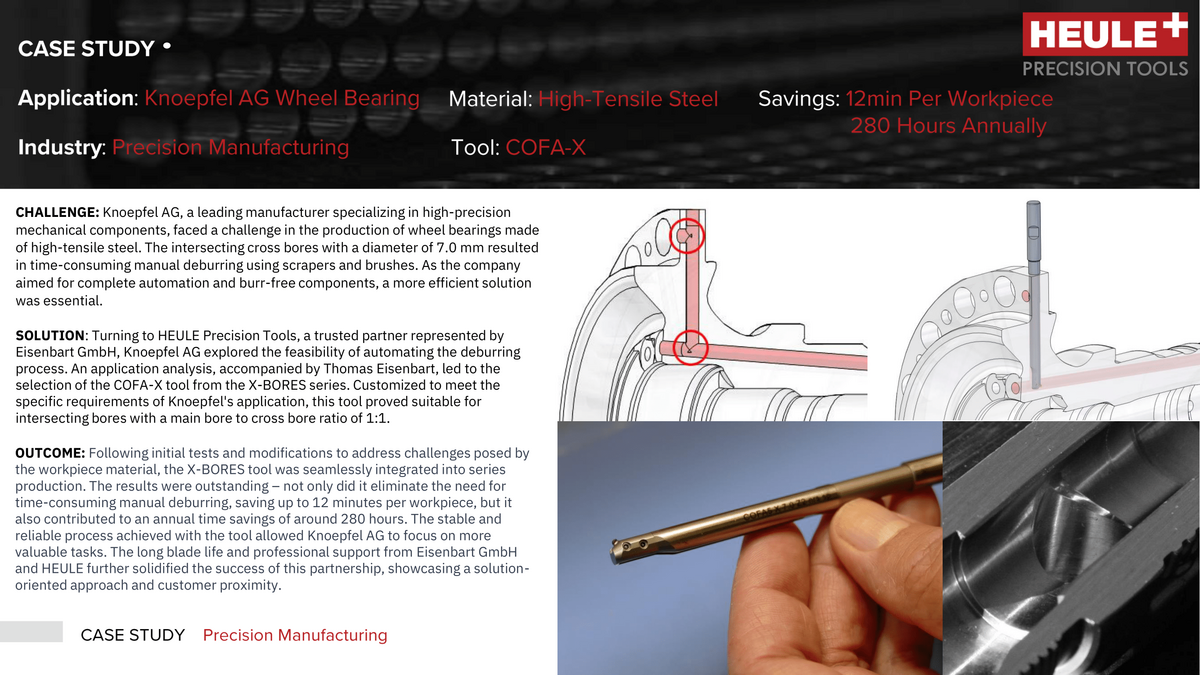
Heule's COFA-X Solution for Wheel Bearing Excellence
JAN 29, 2024
Knoepfel AG, a leading manufacturer in high-precision mechanical components, faced a significant challenge in producing wheel bearings made of high-tensile steel with intersecting cross bo...
Heule's COFA Transforms Manual Deburring into CNC Efficiency
JAN 29, 2024
Faced with the challenge of transitioning from manual deburring to an in-machine process to keep up with production demands, a customer in Ohio sought a solution. HEULE recommended the COFA12-599-S de...

Used By Manufacturers Like These