A Stronger and More Reliable Spotface Tool for Machining Iron

Challenge
A precision machining shop focused on earth moving, rail, highway engines, power generation, and construction markets was using another company’s back spotfacing tool, but came to HEULE after continuous problems with tool breakage after less than 10 holes while manufacturing a cast iron engine pulley.
Application details:
Main bore: Ø.531”
Spotface diameter: Ø.938”
Material: Cast iron
Machine: Cat 40 VMC Mori Seiki 30 Bar/450 PSI
Solution
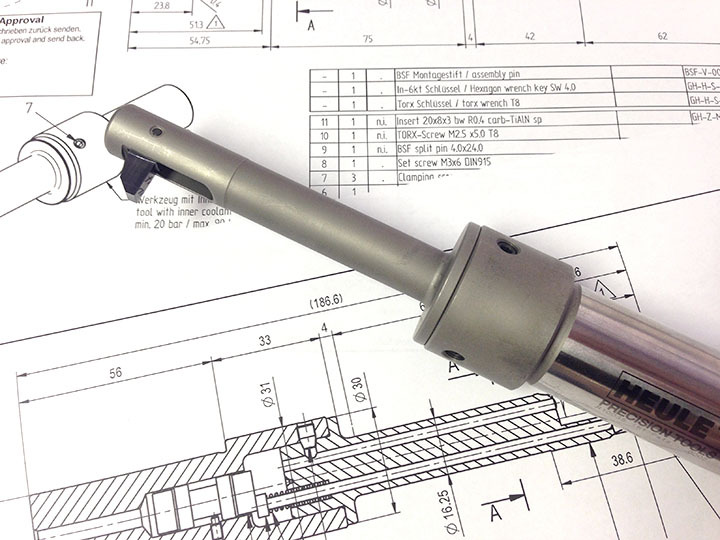
HEULE recommended the BSF-E-1350/050-16.5 with a BSF-M-E-1A-7.5-24mm/.945” cutting blade.
Machining parameters:
Speed: N=710 rev/min
Feed: F=.001” per revolution
Coolant: Internal coolant

Results
HEULE BSF cut the intial run of 200 holes with no breakage and an excellent surface finish. The customer was “really impressed with how nice the spotfaces and sidewall looked.”
Interested in a BSF back spotfacing tool? Visit the BSF product page for more info.
