Cross Hole Deburring a Stainless Steel Pipe
Challenge:
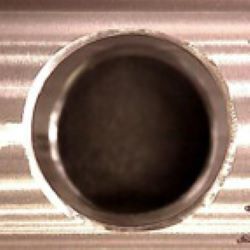
A Precision Machinist was looking for a solution to deburr the cross bores of a pipe for industrial cleaners automatically front and back. The difficulty here was the accessibility of the back bore edge.
Application Details:
- Cross bore: Ø16.0 mm
- Max. deburr diameter: Ø17.0 mm
- Main bore: Ø30.0 mm
- Material 1.4301, X5CrNi18-10, stainless austenitic chrome nickel steel
Solution:
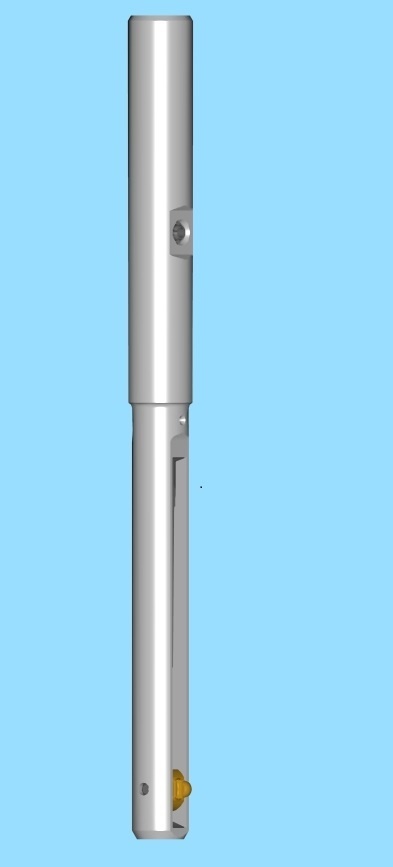
The worldwide first and still convincing COFA tool system which deburrs consistently even and uneven bore edges front and back in one single pass. It delivers the bore edges radially of the burr, without turning the workpiece or without any need to stop the spindle.
To deburr the front and back side a standard tool COFA12/15.5 with a S-type spring. It removes the burrs consistently from the uneven bore surfaces in one single pass and produces radially shaped bore edges.
Machining parameter:
Machining speed: 600 rev/min.
Cutting speed: vc 32 m/min.
Working feed: 0.3 mm/rev
Results:
This customer was focused on using the newest technology to automate the cross hole deburring operation. By using the COFA tool the cross bores can be deburred automatically front and back while removing the very large burrs reliably. The customer is very satisfied with the deburr result and the cycle time.
Interested in the COFA deburring tool? Visit the COFA product page for more info.


