Case Studies
Showing Entries with tag "Precision Machining"
Entry Tags (33 found)
Aerospace Aluminum Automotive Back Counterboring Brass BSF Cast Iron Chamfering Cobalt-Chromium Alloy COFA COFA-X Composite Counterboring Countersinking Cross Hole Deburring Deburring DEFA Drilling Energy GH/E Heavy Equipment Inconel Medical Nickel Polyether Ketone (PEEK) Precision Machining SNAP SOLO Spotfacing Steel VEX-P VEX-S X-Bores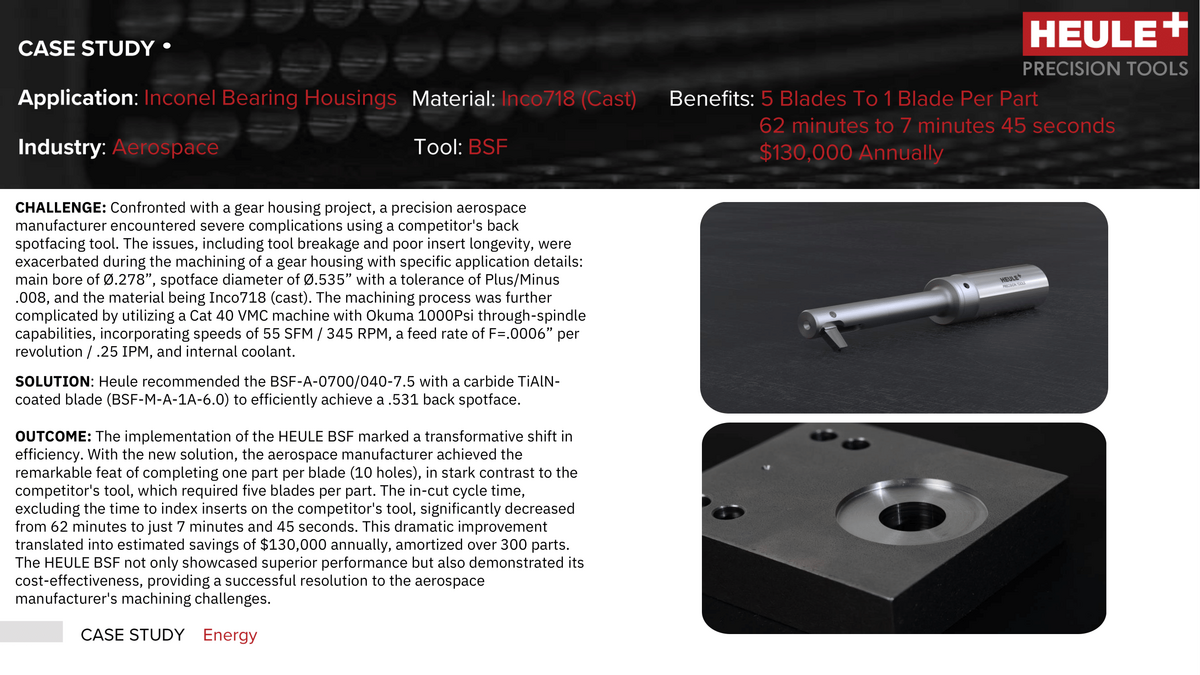
A precision aerospace manufacturer faced intricate challenges using a competitor's back spotfacing tool during a gear housing project. Complications such as tool breakage and poor insert longevity aro...

Deburring 1:1 Ratio Oil Bores on a Crankshaft
A manufacturer was deburring the oil bores on these crankshafts by hand for a large automotive customer. After repeated complaints from the customer, the manufacturer set out to look for a more reliab...

Saving 34% Cycle Time on a Sprocket Wheel
A subcontracting company to the automotive and the fittings industry produces a range of components such as flanges, sprockets and drive shafts and was looking for a solution to reduce cycle time ...

A manufacturer of hydraulic components and fittings was looking for a more efficient and safer deburring solution for the cross hole of a ball valve. The goal was to automate the process and eliminate...

A subcontractor to the engineering industry was looking for a solution to apply back spot faces for the bolting that does the job without the time-consuming reclamping of the workpiece. The time used ...
A precision machining supplier to the automotive industry who produces more than 1 million common rails per year was looking for a solution to automate the back deburring of a low pressure bore.

Cross Hole Deburring a Stainless Steel Pipe
A Precision Machinist was looking for a solution to deburr the cross bores of a pipe for industrial cleaners automatically front and back. The difficulty here was the accessibility of the back bore ed...

A mechanical engineering company needed to automate this tedious manual deburring process. Using HEULE's COFA tool, they were able to deburr the inner and outer edges of cross bores located in the lub...
