Reducing Production Costs for Machining Inconel Gear Housings
A precision aerospace manufacturer faced intricate challenges using a competitor's back spotfacing tool during a gear housing project. Complications such as tool breakage and poor insert longevity arose, necessitating a more efficient solution. The machining process involved specific application details: a main bore of Ø.278”, spotface diameter of Ø.535” with a tolerance of Plus/Minus .008, and the material being Inco718 (cast). The Cat 40 VMC machine with Okuma 1000Psi through-spindle capabilities utilized speeds of 55 SFM / 345 RPM, a feed rate of F=.0006” per revolution / .25 IPM, and internal coolant.
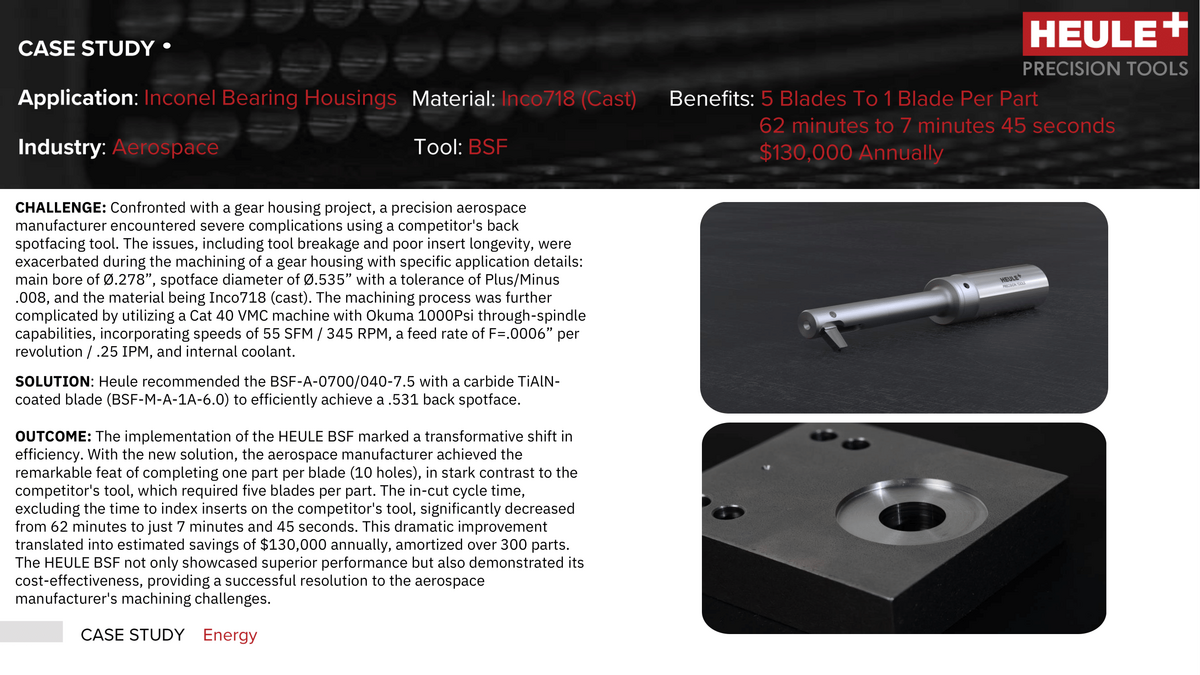
HEULE addressed these challenges with a tailored solution, recommending the BSF-A-0700/040-7.5 with a carbide TiAlN-coated blade (BSF-M-A-1A-6.0) to achieve a precise .531 back spotface. The implementation of this solution demonstrated remarkable efficiency, completing one part per blade (10 holes) compared to the competitor's tool requiring five blades per part. The in-cut cycle time significantly reduced from 62 minutes to just 7 minutes and 45 seconds. This efficiency improvement led to estimated annual savings of $130,000, highlighting the HEULE BSF's superior performance and cost-effectiveness in overcoming the complex machining challenges of the aerospace project.
