Case Studies
Showing Entries with tag "Automotive"
Entry Tags (33 found)
Aerospace Aluminum Automotive Back Counterboring Brass BSF Cast Iron Chamfering Cobalt-Chromium Alloy COFA COFA-X Composite Counterboring Countersinking Cross Hole Deburring Deburring DEFA Drilling Energy GH/E Heavy Equipment Inconel Medical Nickel Polyether Ketone (PEEK) Precision Machining SNAP SOLO Spotfacing Steel VEX-P VEX-S X-Bores
A manufacturer producing around 200,000 wheel hubs for trucks each year was looking for a solution to chamfer the front and back of the through holes in one set-up.

Deburring 1:1 Ratio Oil Bores on a Crankshaft
A manufacturer was deburring the oil bores on these crankshafts by hand for a large automotive customer. After repeated complaints from the customer, the manufacturer set out to look for a more reliab...

Combining Drilling, Deburring, Chamfering, and Countersinking on an Aluminum Wheel Valve Hole
A manufacturer producing approximately 800,000 aluminum wheels for the automotive industry each year was looking for a more cost-effective and efficient solution to produce valve holes that would not ...

A high-volume motorcycle manufacturer that was producing 480 lower fork arm brackets per day was seeking an efficient back counterbore tool. Their current tool was having issues with tool breakage an...

Deburring Bores on Hard-to-Reach Irregular Surfaces
A manufacturer of V-8 crankshafts was faced with the challenge of deburring a main bore that broke into seven different surfaces, some of which were angled/irregular. They needed a tool solution that...

Saving 34% Cycle Time on a Sprocket Wheel
A subcontracting company to the automotive and the fittings industry produces a range of components such as flanges, sprockets and drive shafts and was looking for a solution to reduce cycle time ...
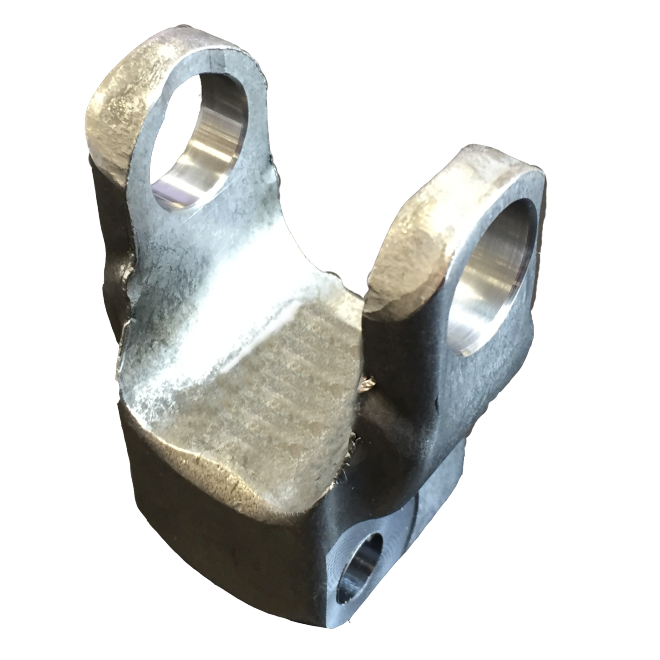
A subcontractor to the automotive industry used to deburr a fork laboriously by hand. The fork is part of the steering column. Faced with the problem that the manual deburring was too time-consuming a...
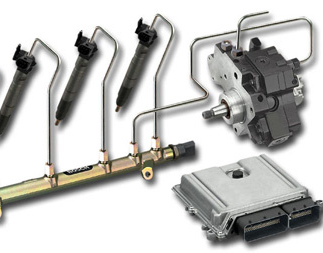
A precision machining supplier to the automotive industry who produces more than 1 million common rails per year was looking for a solution to automate the back deburring of a low pressure bore.

A manufacturer of motorsport engines was looking for a cost-effective solution for the application of counterbores.

Combining Operations to Machine a Mounting Bore
A manufacturer in the automotive industry produces about 12 million aluminium wheels for passenger vehicles per year. The customer was looking for a solution to produce the wheel mounting bore cost-ef...
