Case Studies
Case Studies
Entry Tags (33 found)
Aerospace Aluminum Automotive Back Counterboring Brass BSF Cast Iron Chamfering Cobalt-Chromium Alloy COFA COFA-X Composite Counterboring Countersinking Cross Hole Deburring Deburring DEFA Drilling Energy GH/E Heavy Equipment Inconel Medical Nickel Polyether Ketone (PEEK) Precision Machining SNAP SOLO Spotfacing Steel VEX-P VEX-S X-Bores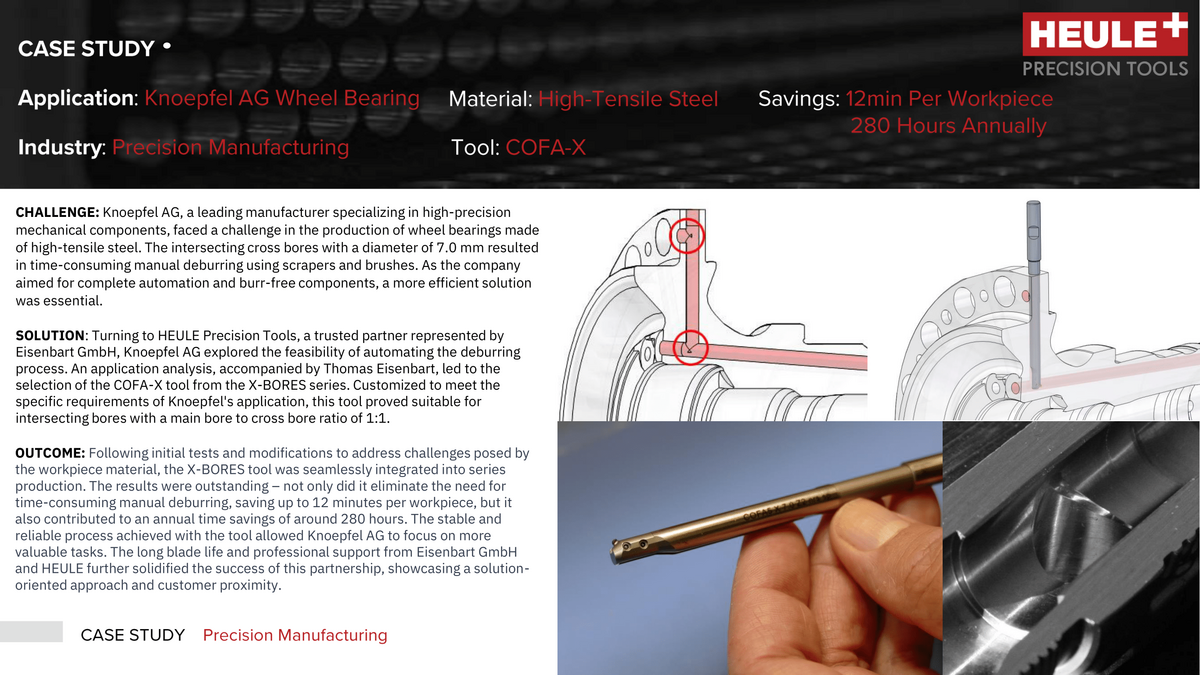
Heule's COFA-X Solution for Wheel Bearing Excellence
Knoepfel AG, a leading manufacturer in high-precision mechanical components, faced a significant challenge in producing wheel bearings made of high-tensile steel with intersecting cross bo...

Faced with the challenge of transitioning from manual deburring to an in-machine process to keep up with production demands, a customer in Ohio sought a solution. HEULE recommended the COFA12-599-S de...
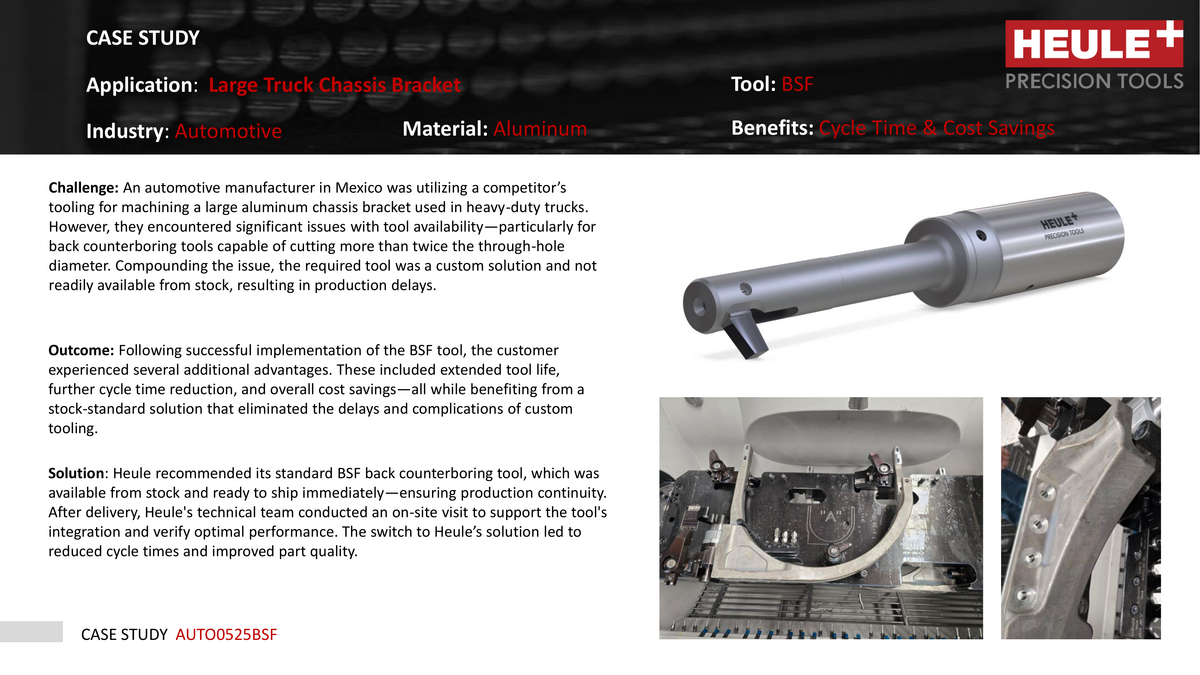
Keeping Production Moving: How a Mexican Automotive Manufacturer Overcame Tooling Delays with HEULE’s BSF Solution
In the fast-paced world of automotive manufacturing, delays aren’t just inconvenient—they’re costly. This was the reality for a leading automotive manufacturer in Mexico when their production of large...
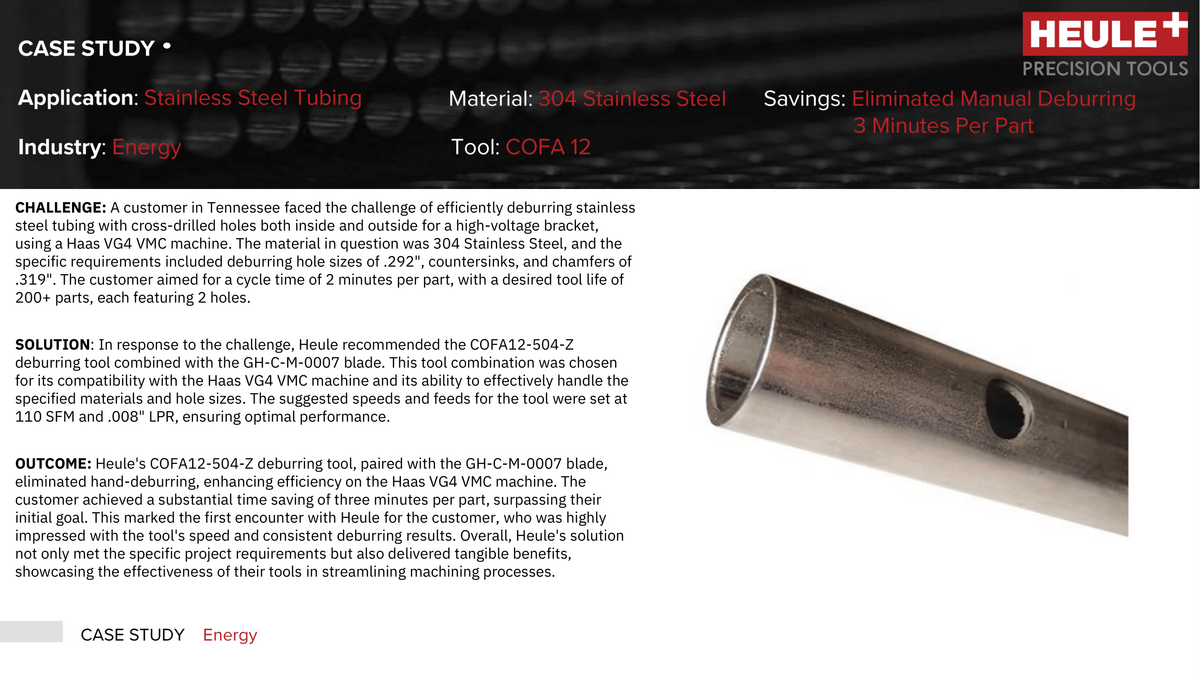
Eliminating Hand-Deburring with COFA 12
A Tennessee-based customer sought efficient deburring for stainless steel tubing in a high-voltage bracket using a Haas VG4 VMC machine. Heule's recommendation of the COFA12-504-Z tool and GH-C-M-0007...
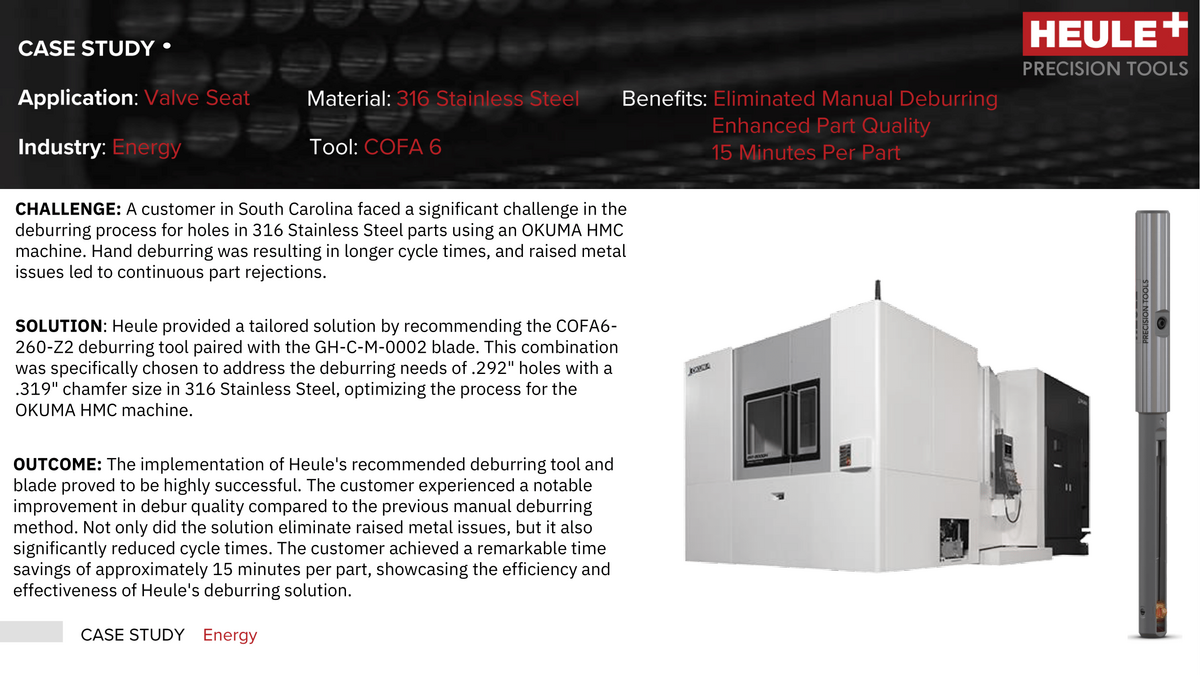
A customer in South Carolina faced challenges with the deburring process for holes in 316 Stainless Steel parts on an OKUMA HMC machine. Hand deburring resulted in extended cycle times and continuous ...
In aerospace manufacturing, a precision-driven company sought efficiency improvements, grappling with a manual counterbore tool's limitations. The challenge centered on a VMC machine, Inconel 718 mate...
Automating Deburring to Free Up Operator Time
A manufacturer of agricultural equipment wanted to replace manual deburring. They were running all of their machines unattended with one operator, so they wanted to move deburring to the machine and f...

A manufacturer producing around 200,000 wheel hubs for trucks each year was looking for a solution to chamfer the front and back of the through holes in one set-up.
A manufacturer in the energy industry had to resort to time-consuming manual deburring when a competitor’s tool failed to do the job. Deburring the part outside the machine took approximately 9 minute...
A precision aerospace manufacturer faced intricate challenges using a competitor's back spotfacing tool during a gear housing project. Complications such as tool breakage and poor insert longevity aro...
