Case Studies
Showing Entries for 2018
Entry Tags (33 found)
Aerospace Aluminum Automotive Back Counterboring Brass BSF Cast Iron Chamfering Cobalt-Chromium Alloy COFA COFA-X Composite Counterboring Countersinking Cross Hole Deburring Deburring DEFA Drilling Energy GH/E Heavy Equipment Inconel Medical Nickel Polyether Ketone (PEEK) Precision Machining SNAP SOLO Spotfacing Steel VEX-P VEX-S X-Bores
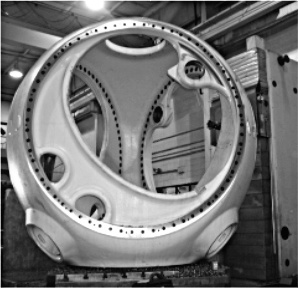
A precision aerospace manufacturer faced intricate challenges using a competitor's back spotfacing tool during a gear housing project. Complications such as tool breakage and poor insert longevity aro...

A hydraulics manufacturer was able to reduce production costs and eliminate manual deburring using HEULE's X-Bores technology to deburr complex cross bores.

Deburring 1:1 Ratio Oil Bores on a Crankshaft
A manufacturer was deburring the oil bores on these crankshafts by hand for a large automotive customer. After repeated complaints from the customer, the manufacturer set out to look for a more reliab...
Applying Counterbores to a Wind Mill Blade Hub
A manufacturer of wind mills discovered HEULE's GH/E tool for applying counterbores to a wind mill blade hub, saving over 12 hours per part to produce.

Combining Drilling, Deburring, Chamfering, and Countersinking on an Aluminum Wheel Valve Hole
A manufacturer producing approximately 800,000 aluminum wheels for the automotive industry each year was looking for a more cost-effective and efficient solution to produce valve holes that would not ...

A high-volume motorcycle manufacturer that was producing 480 lower fork arm brackets per day was seeking an efficient back counterbore tool. Their current tool was having issues with tool breakage an...
Deburring Bores in Composite Aircraft Parts
There are two major challenges to machining composites: one is to cut the fibers neatly without fraying; the other is that the abrasiveness of the material leads to heavy wear on the cutting edge of t...
.png)
Deburring Bores in Composite Aircraft Parts
There are two major challenges to machining composites: one is to cut the fibers neatly without fraying; the other is that the abrasiveness of the material leads to heavy wear on the cutting edge of t...

Deburring Bores on Hard-to-Reach Irregular Surfaces
A manufacturer of V-8 crankshafts was faced with the challenge of deburring a main bore that broke into seven different surfaces, some of which were angled/irregular. They needed a tool solution that...

A precision machining shop focused on earth moving, rail, highway engines, power generation, and construction markets was using another company’s back spotfacing tool, but came to HEULE after continuo...
