Countersinking Tools
Swiss Precision Since 1961
Countersinking Solutions
Automated Tools for High-volume Manufacturing
SOLO: The fastest and most durable spotfacing/counterboring tool on the market, SOLO is also able to produce front and back countersinking operations.
![]()
GH-K: With interchangeable blades to simplify use, GH-K produces large chatter-free countersinks from 3 mm-45 mm.
![]()
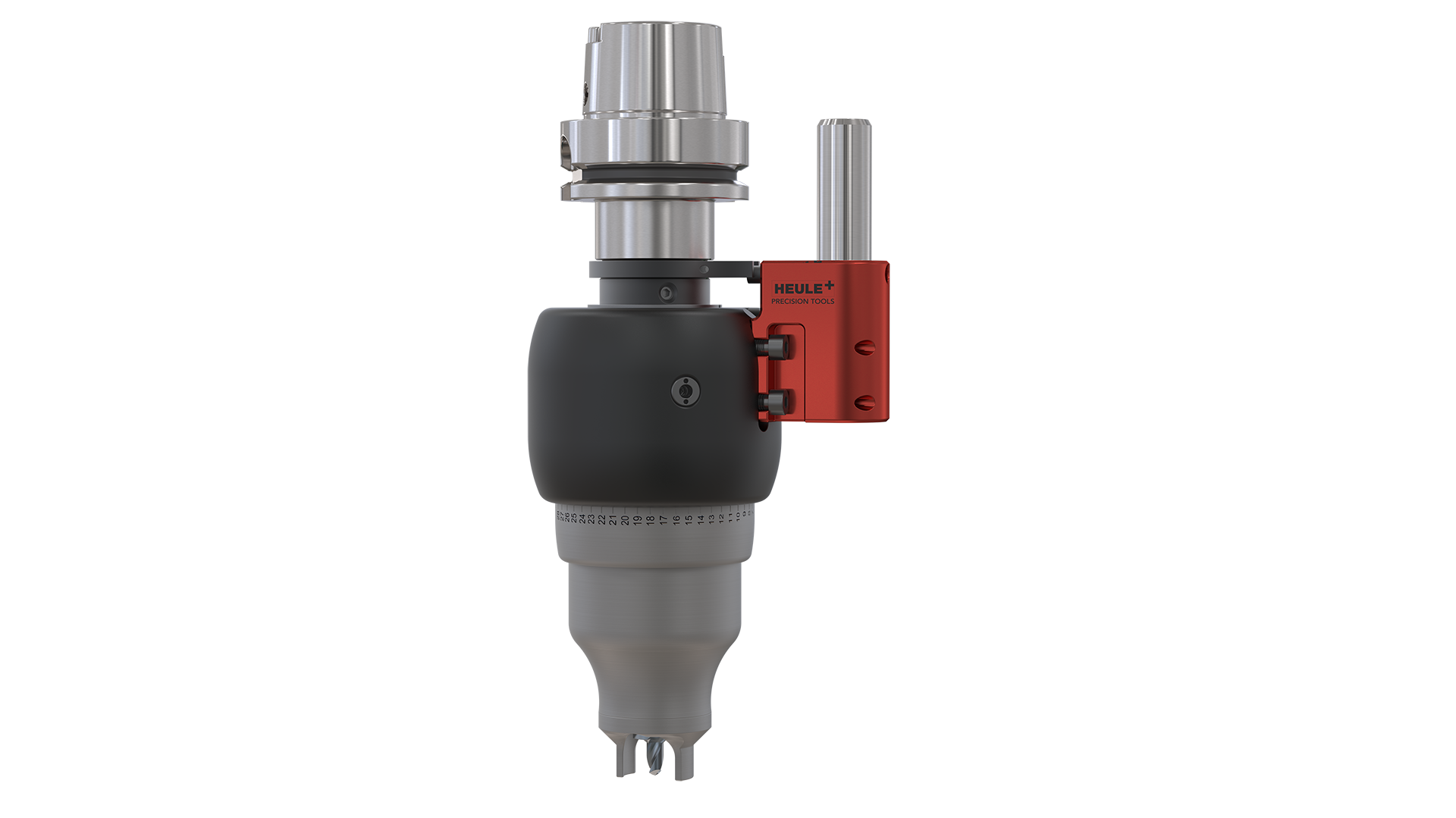
COMP: Each COMP tool is designed and built to your specification and allows multiple countersinking and drilling operations on uneven surfaces.
Need help selecting a tool? Visit our online Tool Selector and go to the Locate Agent page on our website to find your local technical sales representative. For more assistance, contact us at info@heuletool.com or 513-860-9900 and we'll be happy to point you in the right direction.
